КО. МАТЕРИАЛОВ ЦВЕТЕНЯ (СУЧЖОУ), ЛТД
Ориентация Эверытхинг.Детайльс определяет успех или отказ.
|
| Место происхождения: | Цзянсу, Китай |
| Фирменное наименование: | BlM |
| Сертификация: | ISO |
| Номер модели: | подгонянный |
| Описание продукта: | Запчасти для параллельных экструдеров | Материалы: | 45#Сталь+Wr13 |
|---|---|---|---|
| Твердость: | HRC 58-62 | Применение: | Производство пленок и листов из ПВХ, ППИ, HDPE |
| Charactors: | Высокая износостойкость | ||
| Высокий свет: | Бочонок винта параллели фильма HDPE двойной,Бочонок винта параллели штрангпресса листа двойной,Множественный бочонок штрангпресса винта близнеца питания |
||
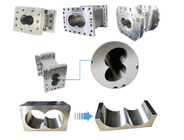
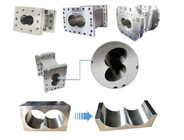
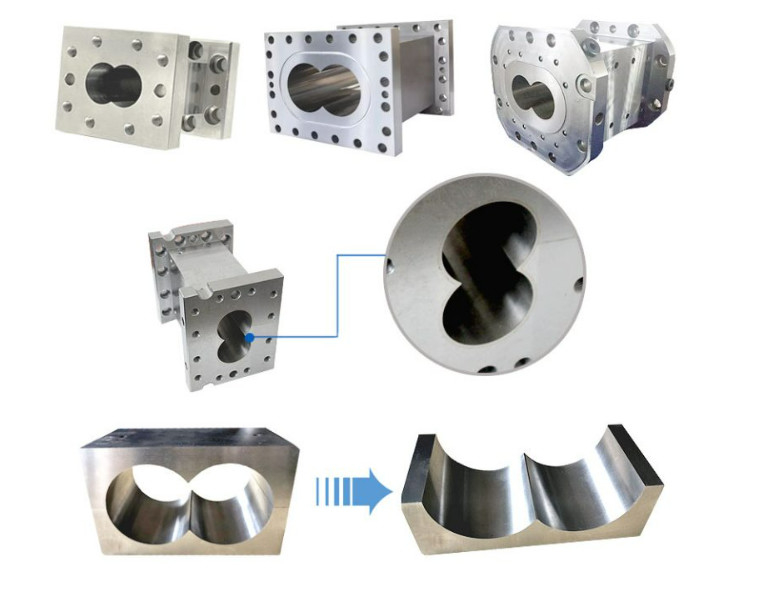
Запчасти для экструдеров с параллельными двойными винтами для производства пленок и листов из ПВХ, ППП, ГДПЕ
1. Введение бочек:
Натягивающие стволы используются в качестве важной части для экструдера.Из-за разницы в сырьевых материалахНапример, при экструдировании некоторых материалов из стекловолокна изделие изымает большее количество износа, а разрыв между винтом и бочками требуется строго.необходимо полностью учитывать баланс износостойкости и стоимости
Мы изготавливаем бочки для совместно вращающихся экструдеров с двумя винтами в диапазоне от 15,6 мм до 400 мм и более.Наше производство специализируется на бочках для экструдеров с двумя винтами и оптимизировано для гибкой обработки заказов.
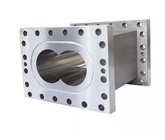
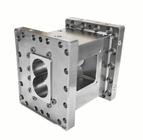
2. Виды бочек
Стандарт классификации: геометрия конструкции Стандарт классификации: с внутренней или без
* Кормление бочкой * Твердая бочка
* Закрытая бочка * Бочки с линерами
* Вентиляционная бочка
* Комби бочка
* Расширенная отгазовая бочка
* Комби ствол с обратной вентиляцией
![]()
3Стандартная таблица параметров ствола
![]()
|
Нет, нет, нет. |
Модель |
L*W*H(MM) |
Диаметр отверстия/Φ ((MM) |
Расстояние до центра/D ((MM) |
|
1 |
20 |
132 * 115 * 105 |
Φ23 |
18.4 |
|
2 |
30 |
120*135*115 |
Φ30.6 |
26 |
|
3 |
35 |
140*140*120 |
Φ36 |
30 |
|
4 |
36 |
150*160*140 |
Φ36 |
30 |
|
5 |
40 |
160*175*145 |
Φ41.6 |
34.5 |
|
6 |
50 |
190*190*150 |
Φ51 |
42 |
|
7 |
52 |
210*200*155 |
Φ52 |
43 |
|
8 |
53 |
220*210*160 |
Φ53.3 |
48 |
|
9 |
58 |
240 * 220 * 175 |
Φ58 |
48 |
|
10 |
60 |
240*210*170 |
Φ60 |
52 |
|
11 |
65 |
240*210*170 |
Φ63 |
52 |
|
12 |
75 |
290*260*200 |
Φ71.8 |
60 |
|
13 |
85 |
320*280*215 |
Φ81.9 |
67.8 |
|
14 |
92 |
360*310*240 |
Φ92 |
78 |
|
15 |
95 |
360*310*240 |
Φ94 |
78 |
|
16 |
110 |
420*330*240 |
Φ109 |
91.5 |
|
17 |
125 |
500*390*290 |
Φ125 |
98 |
|
18 |
135 |
520*440*340 |
Φ134 |
110 |
4Материалы для бочек:
Мы используем разные материалы для бочек в зависимости от применения.
Обычно существуют два основных вида материалов, один из которых - сталь для инструментов в виде порошка HIP, а другой - специальная сталь.
Прочная бочка:
Бочка с установленным внутренним
* из твердого вещества PM-HIP * WR13
Работая в тесном сотрудничестве с клиентами при выборе дополнительных материалов, мы можем минимизировать износ и связанные с ним затраты.
5Производственное оборудование
В настоящее время площадь завода компании превышает 3000 квадратных метров, и еще 3000 квадратных метров находятся в стадии планирования и проектирования,охватывающий весь производственный процесс исследования и разработки материаловКомпания имеет 6 технических работников, более 40 рабочих и многочисленное импортированное производственное и испытательное оборудование из Тайваня и Германии.
Как очистить ствол экструдера
Очистка ствола экструдера является важной задачей технического обслуживания для обеспечения оптимальной производительности и предотвращения загрязнения между различными материалами.Вот некоторые общие шаги для очистки ствола экструдера:
Не забывайте всегда следовать конкретным инструкциям, предоставленным производителем экструдера для правильной процедуры очистки и любых уникальных соображений, связанных с вашим оборудованием.
![]()
6Контроль качества
У нас есть следующее испытательное оборудование:
три детектора координат, приборы измерения измерений, металлографический анализатор, ультразвуковый детектор дефектов, элементный анализатор и многие другие базовые испытательные машины.Что полностью подтверждает качество, которое мы предлагали..
![]()
7Почему выбрать нас?
1) Независимые исследования и разработки материалов и процессов могут обеспечить максимальную производительность и процесс материалов,и значительно продлить срок службы по сравнению с обычными продуктами, в то время как основной поставщик на рынке покупает только сырье для обработки.
![]()
2) Независимо развивать процесс ключевых продуктов и постоянно совершенствовать и улучшать старый процесс для достижения лучшей производительности продукта.
Например, мы изменили производственный процесс для стволовой и стволовой оболочек с синтерации на распылительную сварку, что увеличило срок службы продукции в 3-5 раз по сравнению с обычными продуктами.
![]()
3) Постоянное улучшение и оптимизация внешнего вида композитного слоя, что значительно улучшило срок службы продукции.мы изменили композитный слой от тонкой 8 формы к эллипсу плоского угла формы, что значительно увеличило срок службы продукта.
![]()
Как очистить ствол экструдера
Очистка ствола экструдера является важной задачей технического обслуживания для обеспечения оптимальной производительности и предотвращения загрязнения между различными материалами.Вот некоторые общие шаги для очистки ствола экструдера:
Очистка смолой: перед началом процесса очистки рекомендуется очистить экструдер смолой, аналогичной обрабатываемой.Это помогает вытолкнуть все оставшиеся материалы и подготовить бочку к тщательной чистке.
Разборка ствола: в зависимости от конструкции экструдера вам может понадобиться разборка ствола.Следуйте инструкциям производителя или ознакомьтесь с руководством по оборудованию, чтобы безопасно удалить любые съемные части..
Удалять остатки: с помощью скребника или кисти удалять любой свободный или частично расплавленный материал с внутренней поверхности бочки.
Укапывать в чистящий раствор: приготовить чистящий раствор, подходящий для типа обрабатываемого материала.Обычно используемые растворы включают смесь химических растворителей или коммерческих соединений очистки.. Загружать части бочек в раствор для очистки в течение рекомендуемого времени, как указано производителем.
Механическая чистка: после замочивания используйте щетку или уборную палку, чтобы потереть внутреннюю поверхность бочки, чтобы удалить все упрямые остатки.
Промыть: тщательно промыть части бочек водой, чтобы удалить оставшийся чистящий раствор или остатки.
Высушите и смонтируйте: Перед сборкой оставьте части ствола полностью высохнуть. Убедитесь, что все части надежно соединяются и соответствуют инструкциям производителя.
Окончательная чистка: перед возобновлением производства выполните окончательную чистку с использованием соответствующей смолы для удаления любых следов очистного раствора или остатков, которые могут остаться внутри бочки.
Добро пожаловать на запрос:
BLOOM ((suzhou) Materials Co.,Ltd)
Контактное лицо: г-жа Миранда
Телефон: 0086-15250395817
Электронная почта: sales1@ttxalloy.com
Факс: 86-512-89598069
Контактное лицо: Miranda
Телефон: +8615250395817
Плита дуплекса 2507 сплава с главным сопротивлением питтинга хлорида
С32900 Адвокатура нержавеющей стали/штанга для оборудования опреснения
Прокладки металла нержавеющей стали С32760 с коррозионной устойчивостью размывания
Высокая твердость 17 4 стальной пластины, плита 17 4ф для вала и подшипник
Низкоуглеродистая плита 7ПХ содержания 17 с главным Велдабилиты плотность 0,282 Лб/Инч3
Нержавеющая сталь Инконел 625 Адвокатур с сопротивлением коррозии в напряженном состоянии
покров из сплава никеля Инконел толщины 8мм-100мм, край мельницы плиты Инконел 718
Экстренныйый выпуск Метальс Инконел 718 Адвокатур, сплав никеля 718 с Мачинабилиты законцовки
Чудесный подвергая механической обработке и сваривая тип плиты никеля материала Инконел 625